PLR-SPRG mass production level flat-panel photochemical reaction device primarily achieves large-scale, high-volume photocatalytic production through the serial or parallel connection of the smallest reaction unit with a light-receiving area of 0.5 m2.

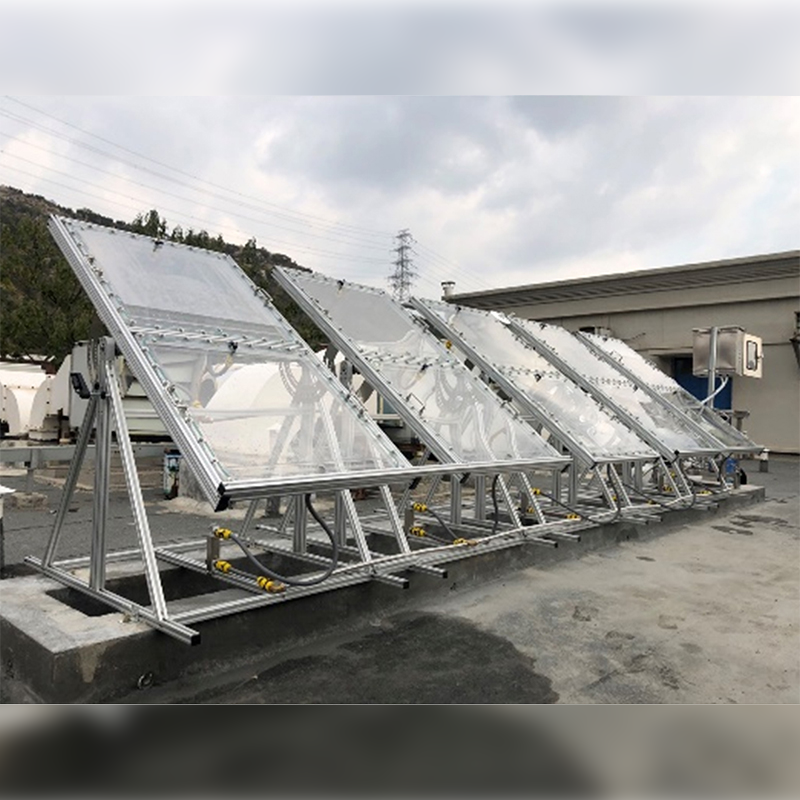
Figure 1. 5 m2 from Dalian Institute of Chemical Physics, CAS & 10 m2 from China Petroleum Exploration Institute
Due to the amplification effect in chemical experiments①, square meter-scale reaction devices are not simply about enlarging the reactor but require comprehensive consideration of various reaction conditions and process details such as catalyst loading, gas-liquid separation, and liquid flow.
The PLR-SPRG mass production level flat-panel photochemical reaction device is mainly composed of reaction modules, liquid drive modules, gas-liquid separation modules, and detection control modules. Each module can be customized and processed, meeting the requirements of square meter-scale reactions in different stages from small-scale trials to pilot scale by coordinating multiple modules.
1. The smallest single flat-panel reactor unit has a light-receiving area of 0.5 m2, which can achieve the demand for a large reaction area by connecting multiple single flat-panel reactors with standard interfaces. The currently installed and used maximum array area is 10 m2, and the planned array area is expected to reach 100 m2.
2. The support block design can be changed to use various substrate materials such as non-woven fabric, carbon paper, carbon cloth, high borosilicate glass, organic glass, etc., to meet the loading requirements of different catalysts.
3. The reaction device comes with a manual sampling valve, which can be directly used for online detection of products in combination with gas chromatography. Gas can also be collected through gas bags or other gas collection devices.
4. Liquid flow in the reaction system ensures thorough contact between the reaction solution and the catalyst. Additionally, gaseous products generated during the reaction can be carried out of the reaction system with the flowing liquid. Gaseous products from the reaction enter the gas-liquid separation device, enabling separation of gases for individual collection and measurement of gas product yield.
5. The PLR-SPR series flat-panel photochemical reaction device uses integrated PLC control. Monitoring and adjustment of various parameters in the reaction process can be achieved by touching the screen, including monitoring the state of the reaction system, such as reaction flow rate, reaction pressure, solution pH, and ORP (Oxidation-Reduction Potential). It also includes monitoring of reaction conditions, such as total liquid flow, unit flow, and pressure.

Figure 2. Control software interface diagram
| Specifications of PLR-SPRF mass production level flat-panel photochemical reaction device | |
| Effective light-receiving area | 0.5 m2, optional 5 m2, 10 m2 |
| Liquid layer thickness | 1~5 mm |
| Reaction liquid contact materials | PA66, PMMA, PP, fluororubber, etc. |
| Reaction angle adjustment | 0~90° |
| Continuous flow reaction | |
| Liquid flow rate range | 0~200 mL/min |
| Carrier gas flow rate range | 4~100 mL/min |
| Reaction temperature | Room temperature~60℃ |
| Reaction pressure | Atmospheric pressure |
| Sealed reaction | |
| Gas recirculation pump flow rate | 10~50 L/min |
| Reaction temperature | Room temperature~60℃ |
| Reaction pressure | ≤50 kPa |